
By Solutions Specialist Jay Campbell
Watch the full presentation here on Billco Manufacturing’s YouTube Channel.
Billco has been leading the way in glass cutting since its start in 1948. We introduced the world’s first computer-controlled cutting table in the early 1970s. In the 1980s we reinvented glass cutting using CNC systems. The first linear motor drive system cutter was invented by Billco in 1994.
Innovation doesn’t end there. We have made lots of upgrades to our cutting tables since 1994. Here are some of the more recent innovative features that have been added to the Billco Cutting Systems. 
The laser-cut bridge reduces weight, reduces deflection, and improves the accuracy of the cutting table. An Aluminum Surface permits smooth and fast cutting for many years. Edge Work Premium Felt reduces the wear on the table for ultimate longevity. Recently upgraded our drive components and over-travel stops. Another new feature is our new belt design which eliminated the use of bladders. The tool changer has also been approved. The onboard servos Amps now has reduced wiring.
Many consider cutting the heart of a glass processing factory since glass cutters feed materials into the insulated glass lines, tempering lines, laminating lines, digital printing, and eventually fabrication too.
Poor glass-cutting practices can lead to a variety of issues. Some of the largest signs of poor glass-cutting practices are listed below.
- Difficulty with breakout
- Decreased edge strength
- Tempering issues
- Inferior Edge Quality
- Increased Rework
- Surface Scratches
- Edge failure when working with insulated glass
Bad cut quality can lead to a variety of issues on the manufacturing floor. Bad cuts can lead to reworks and ultimately higher manufacturing costs. It can decrease your yields and lower product quality. There is also potential for machine downtime. All of these issues can also lead to reduced bonuses too.
Troubleshooting Glass Cutters

Let’s look at a few common glass cutting issues and their potential causes.
If you are noticing that the cutting wheel is not perpendicular to the cutting surface it could cause problems. The probable cause of that issue is axel wear, and the wheel holder slot is worn and too wide causing side to side movement. This issue is very noticeable when cutting shapes. A worn axel or wheel can cause flares weak edges and size variations in the glass.
The Picture to the right shows that there is too much pressure on the cutting head. The sound a cutting head makes when using too much pressure can create a sound similar to rice crispies popping.
The shards are also shown under a microscope to see them more clearly. If the operator is not careful these shards could come back in a later process.
If there are still problems and the tooling is checked and good then look for evidence of hot scores. Hot scores leave subsurface fractures. Generally, hot scores are caused by too much pressure, an incorrect cutting wheel, maybe too sharp, or the lack of cutting fluid used in the glass cutting process.
There are a few things you can verify to ensure you are getting the best cut quality. Verify the tooling and proper cutting pressure first. Check that the fissure depth and edge quality do not exceed 10% of thickness for straight-line cutting. Always visually inspect the glass edge for flares and ensure the edge is perpendicular to the surface.
The diagram below shows generally accepted cut edges.
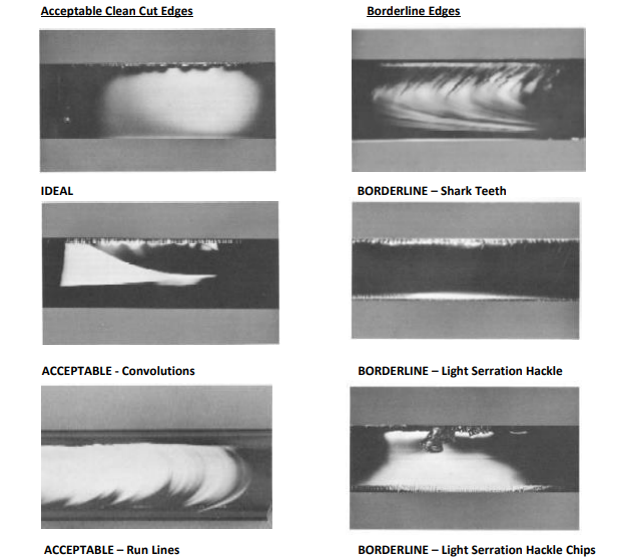
Remember that a good cutting wheel can prevent problems. Changing the wheel regularly can prevent issues. The frequency must be determined by the individual company. Monitor the linear feet of cutting, or time on the glass surface, to average the life expectancy. The life of the cutting wheel is determined by the type of glass, pressure, speed, and cutting fluid.
If you still need some help, ask our service department. Our service department handles new equipment installs, emergency breakdowns, machinery evaluations, preventive maintenance, system upgrades, plant relocation assistance, phone support, training, and remote diagnostics. Billco is on call 24/7/365 to assist with your equipment needs.
